E-Hand Reparaturschweißung (SMAW) an einer UP-Naht (SAW)
 Auch bei höchster Einhaltung der Qualitätsstandards kann es vorkommen das Schweißnähte Fehler aufweisen. Seien es eine oberflächliche Einbrandkerbe, ein Bindefehler, oder Schlackeneinschlüsse im Schweißgut selber. Da die Fehler meist nur lokal auftreten, wäre eine Ausbesserung der hier dargestellten UP-Schweißung mittels des gleichen Schweißverfahrens zu umständlich. Desweiteren kann es vorkommen das besagte Ungänzen erst auf der Baustelle ermittelt werden, d.h. fernab der Produktionsstätte.
Auch bei höchster Einhaltung der Qualitätsstandards kann es vorkommen das Schweißnähte Fehler aufweisen. Seien es eine oberflächliche Einbrandkerbe, ein Bindefehler, oder Schlackeneinschlüsse im Schweißgut selber. Da die Fehler meist nur lokal auftreten, wäre eine Ausbesserung der hier dargestellten UP-Schweißung mittels des gleichen Schweißverfahrens zu umständlich. Desweiteren kann es vorkommen das besagte Ungänzen erst auf der Baustelle ermittelt werden, d.h. fernab der Produktionsstätte.
Die einfachste Lösung hierfür bietet dann die E-Hand-Schweißung. Betroffene Bereiche werden zunächst großzügig ausgeschliffen und mit vielen kleinen Lagen ausgebessert. Jedoch hat auch die Rep.-Schweißmethode ihre Tücken – gerade in kohlenstoffhaltigen Stählen. So sollte diese nur von erfahrenen Schweißern durchgeführt werden, welche den verwendeten Werkstoff genau kennen. Nicht selten kommt es zur Verwendung eines falschen Schweißdrahtes in Verbindung mit falschen Schweißparametern. Oft entstehen auch horrende Härtespitzen in der WEZ , welche wiederum durch Eigenspannungen und Zähigkeitsverlust zur Rissbildung führen. Ohnehin gibts es gerade in der Petrochemie Einsatzbereiche welche grundsätzlich Härtewerte von mehr als 248HV10 (DIN EN ISO 6507-1) nicht erlauben.
Werkstoff: P460 NL
Verwendetes Produkt: 5%ige alkoholische Salpetersäure , (Nital)
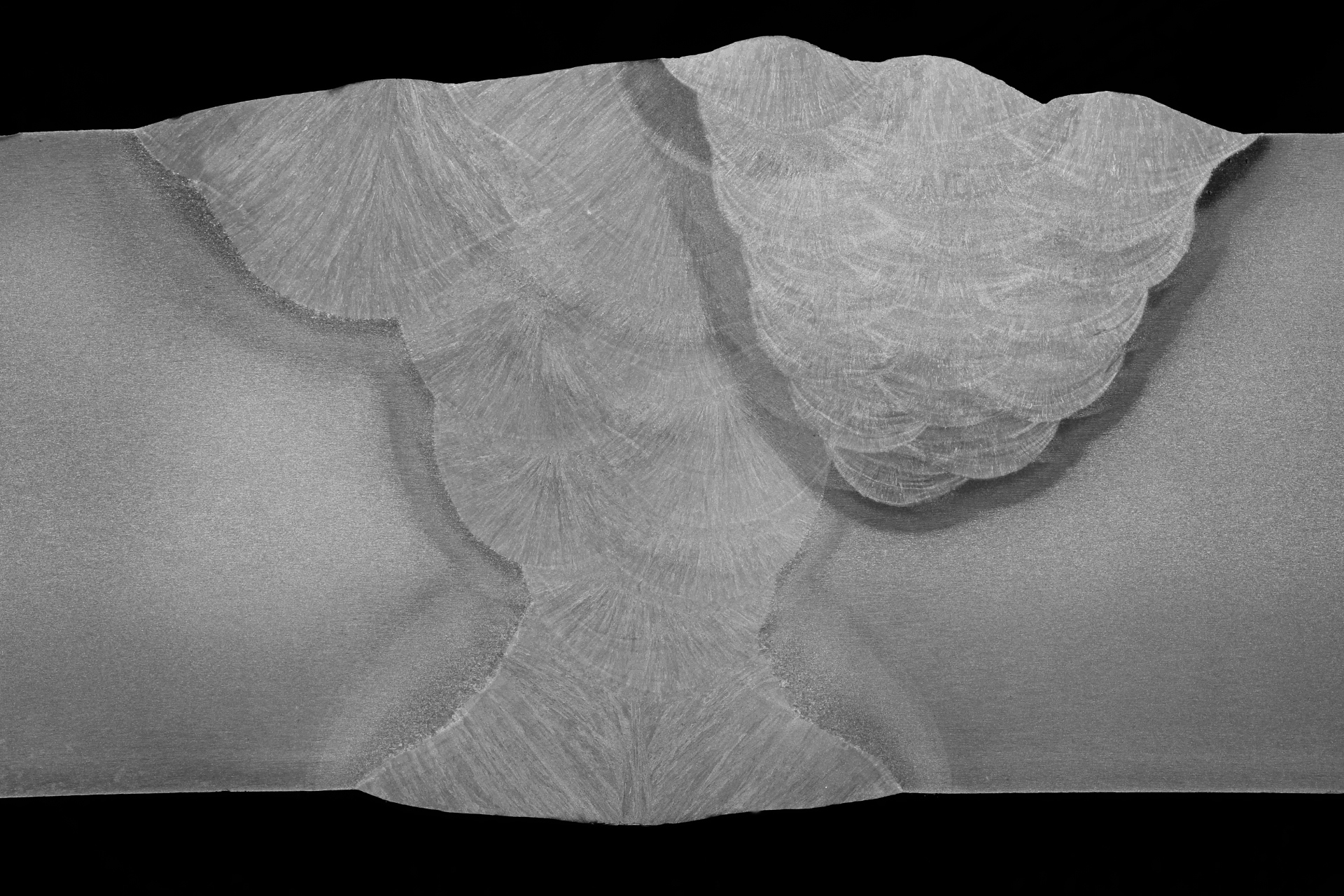
Die hier gezeigte Makroaufnahme weist in der WEZ der rechten oberen Seite (Reparatur), einen fast schwarzen Saum auf. Für den Betrachter gibt dieses bereits einen Hinweis auf eine zu erwartende hohe Härte.
Ebenso kommt vor, das diese Bereiche nach der Ätzung nur einen goldenen Schimmer aufweisen – der erfahrene Metallograph sollte dann bereits den Härteprüfer anschalten, und kann sich dann bei einer Härte von sicherlich mehr als 400HV10 daran erfreuen, hier Martensit in seiner schönsten Form gefunden zu haben 🙂