Problemstellung : Korngrößenbestimmung an induktiv gehärtetem Stahl
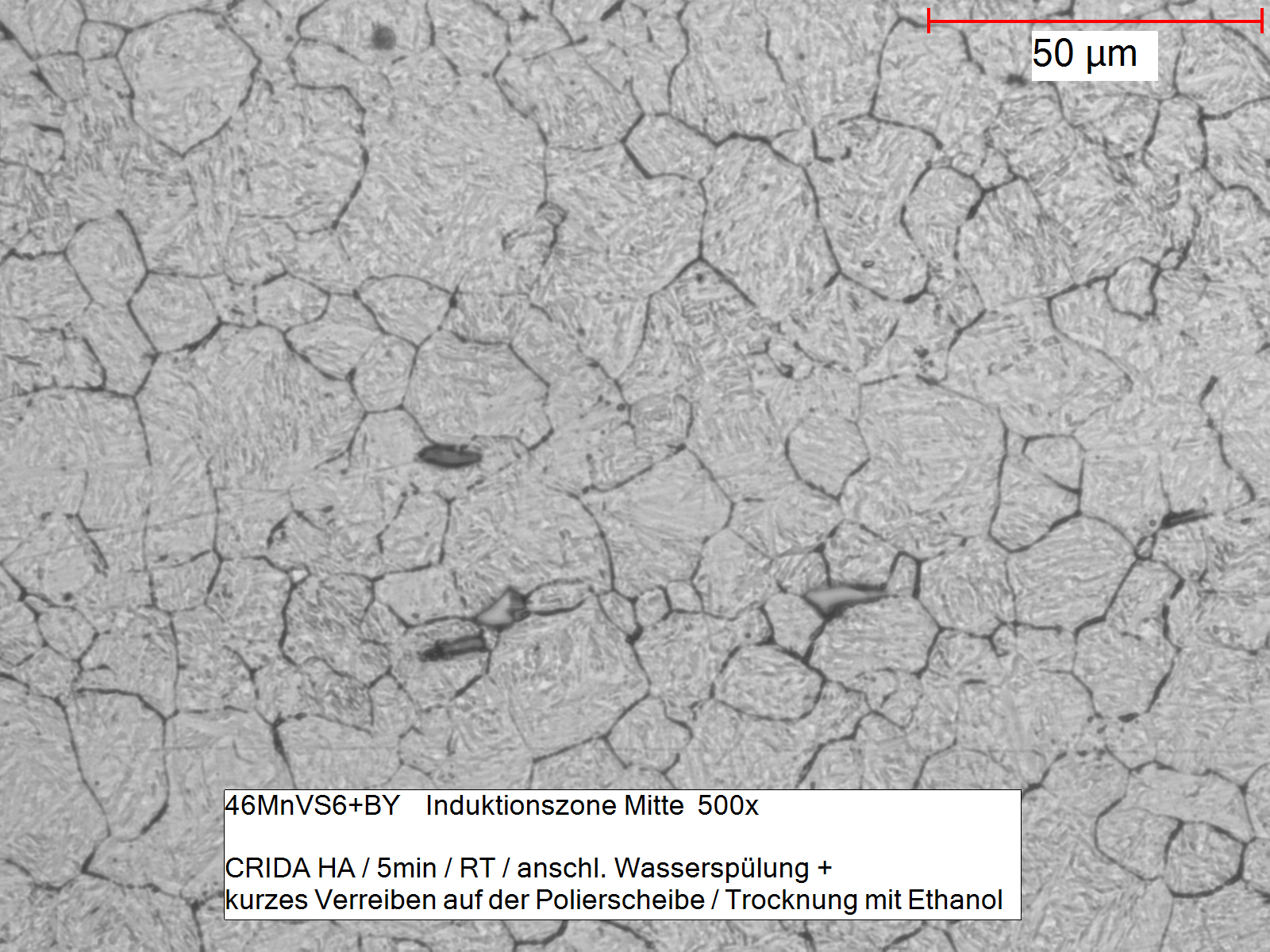
Die nachfolgenden Bilder zeigen die Ergebnisse des Ätzmittels „CRIDA HA“ an einem induktiv gehärteten Stahl mit der Bezeichnung 46MnVS6-BY. Während die Ätzung an un- bis niedriglegierten Stählen im vergüteten Zustand mit „CRIDA QT“ in den meisten Fällen sehr gute Ergebnisse zeigt, werden mit zunehmenden Legierungsgehalten, sowie im Wärmebehandlungszustand „gehärtet“, die Korngrenzen nicht mehr ausreichend dargestellt.


