Hubzündungsbolzenschweißung
 Hubzündungsbolzenschweißung:
Hubzündungsbolzenschweißung:
Durch den direkten Kontakt mit dem Werkstück (meistens Blech) wird ein geschlossener Stromkreis gebildet. Der Schweißvorgang selber geschieht dann durch ein leichtes Anheben des Bolzen. Durch den dabei entstehenden Lichtbogen werden beide Werkstücke angeschmolzen und so miteinander verbunden. Diese Technik ist sehr vielseitig und in großen Bereichen der Industrie anwendbar, da der Bolzen in nahezu allen Variationen verwendet werden kann. Beispiele hierfür sind: Gewindebolzen , Rundbolzen, Betonanker, oder auch einfache Stifte. Kleinere Bolzen oder Stecker werden mit dem sogenannten Spitzenzündungsbolzenschweißen verarbeitet.
Material: S355 J2G3
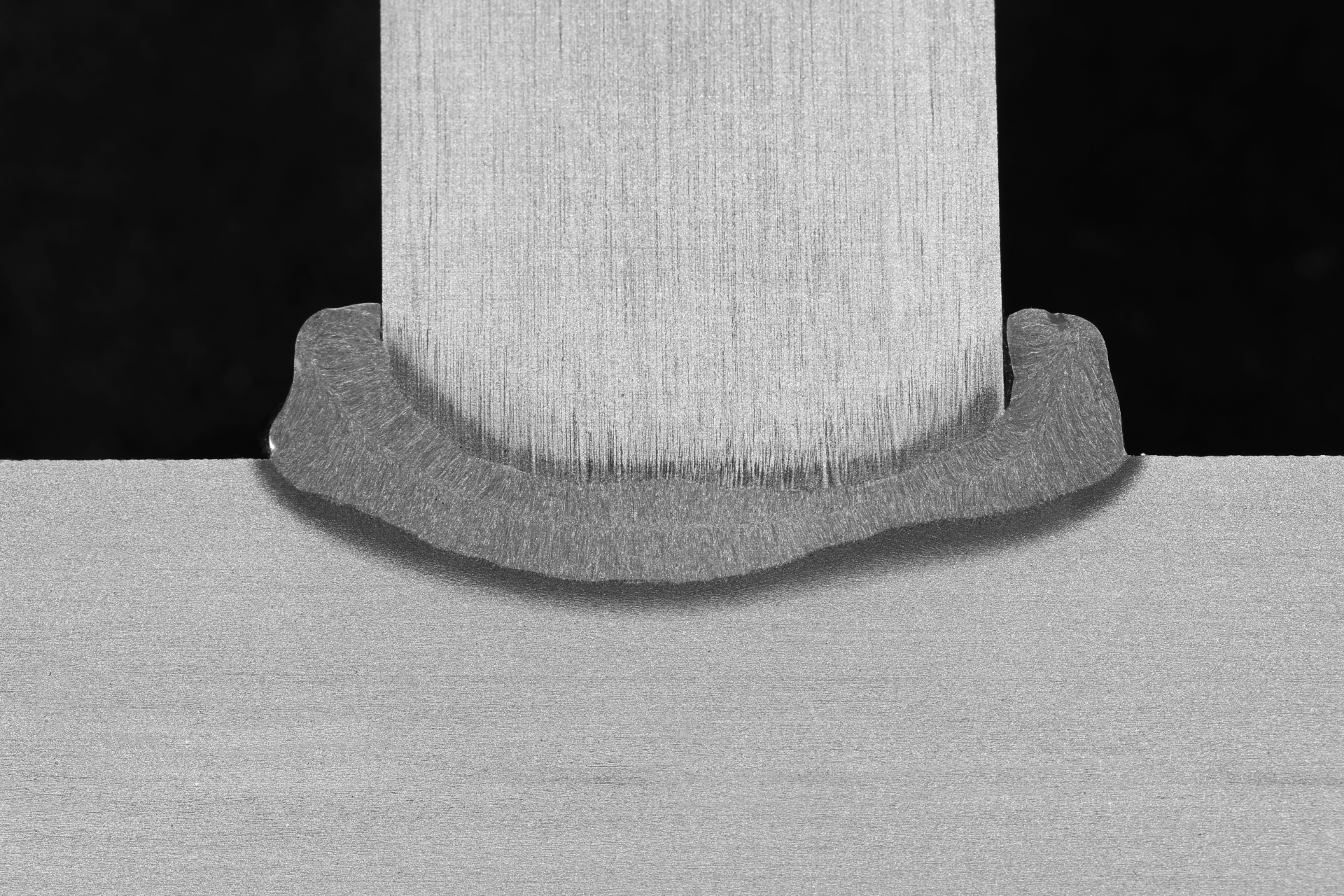
Verwendetes Produkt: 5%ige alkoholische Salpetersäure , (Nital)
Bei der makroskopischen Auswertung wird u.a. die Qualität der Schweißung nach DIN EN ISO 14555 hinsichtlich Einschlüsse, Poren, Rissbildung, Bindefehler und auch der Härte geprüft. Erwähnenswert ist hierbei : Ein ungleichmäßiger, jedoch geschlossener Schweißwulst führt nicht zum Ausfall. Ebenso wird die Verbindung nur im Bereich der tatsächlichen Bolzenfläche gewertet. D.h. der (im Bild rechts) zu erkennende senkrechte „Bindefehler“ bleibt quasi aussenvor. Die hier abgebildete Probe entspricht geradezu einer Referenzprobe 🙂