Ätzung nach “ Barker “ : Aluminium-Mischschweißverbindung aus EN AW-5083 und EN AW-6082
Untersuchung des Gefüges einer Aluminium-Mischschweißverbindung aus EN AW-5083 und EN AW-6082
– Übergang von Schweißnaht aus S Al 5183 zur Wäremeinflusszone der EN AW-5083
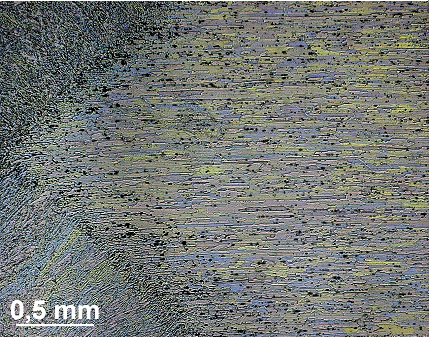
– Übergang von Schweißnaht aus S Al 5183 zur Wäremeinflusszone der EN AW-6082

Untersuchungsziel: Untersuchung der Mikrostruktur in den unterschiedlichen Schweißnahtzonen im Querschliff.
Schweißverfahren: Fügen unter Schutzgas mittels MIG-Schweißverfahren
Basiswerkstoffe: Als Basismaterial wurde gewalzte Platten mit einer Stärke von 6 mm aus der naturharten Aluminiumlegierung EN AW-5083 im weichen, geringfügig verfestigten Zustand H111 sowie aus der ausscheidungshärtbare EN AW-6082 im maximal ausgehärteten und geringfügig verformten Zustand T651 verwendet.
Zusatzwerkstoff: Als Zusatzwerkstoff wurde ein Zusatzdraht mit einem Durchmesser von 1,5 mm aus Al S 5183 verwendet.
Schliffverfahren: Nassschleifen des eingebetteten Querschnitts der Schweißnaht bis zu einer Körnung von 2500 µm.
Ätzverfahren: Elektrolytische Farbätzung nach Baker mit einem Struers LectroPol-5 mit einer 0,5 cm2 großen Blende, bei einer Spannung von 16 V und einer Flussrate von 12 l/min. Als Elektrolyt wurde eine 35 %tige Tetrafluorborsäure bei 20 °C für 20 Sekunden angewendet.
Ergebnis: Die Schweißnahtmitte aus dem Schweißzusatzwerkstoff weist eine typische dendritische Gussstruktur auf. Schweißnahtdefekte in Form von Poren konnten nachgewiesen werden. Beide Basiswerkstoffe, der EN AW-5083 als auch der EN AW-6082, besitzen im Bereich der Wärmeinflusszone eine leichte Walztextur mit gestreckten Körnern in Walzrichtung.